Functional Testing Cost
Functional testing is a critical step in electronics manufacturing that verifies whether a fully assembled circuit board operates according to its intended design. In PCB-Montage und SMT-Bestückung, functional testing ensures that the final PCBA performs correctly under real working conditions before shipment.
The cost of functional testing can vary widely depending on product complexity, test requirements, and production volume. Below is a detailed breakdown to help you understand pricing and cost drivers.
Average Functional Testing Cost
Functional testing costs are usually divided into two parts: NRE (Non-Recurring Engineering) cost und per-unit testing cost.
Typical price ranges:
- NRE / Test fixture cost: $100 – $5,000+ (one-time)
- Prototype testing cost: $5 – $50 per PCB
- Medium-volume production: $2 – $15 per PCB
- High-volume production: $0.5 – $5 per PCB
These costs are usually added to the overall PCB-Montage oder SMT-Bestückung service.
What is Included in Functional Testing?
Functional testing simulates real operating conditions to verify that the PCBA works as expected. It may include:
- Power-on testing
- Signal input/output verification
- Firmware or software validation
- Communication interface testing (USB, UART, etc.)
- Performance and stress testing
Unlike basic inspections (such as AOI), functional testing ensures the board actually works, not just that it looks correct.
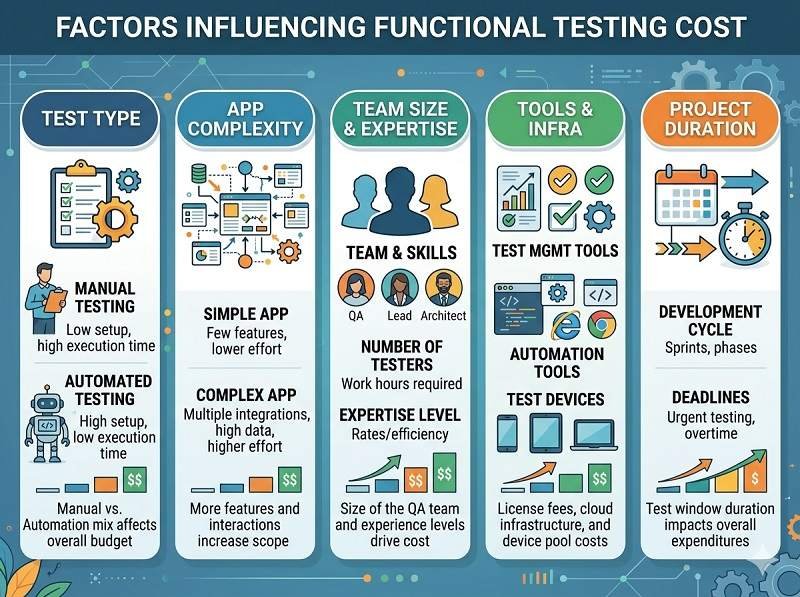
Key Factors Affecting Functional Testing Cost
Test Complexity
The more complex the product, the higher the testing cost:
- Simple boards (LED drivers, basic controllers) → lower cost
- Complex systems (communication modules, medical devices) → higher cost
Complex testing often requires custom scripts, multiple test steps, and longer testing time.
Test Fixture and NRE Cost
Functional testing usually requires a custom test fixture (also called a jig):
- Fixture design and fabrication cost is part of NRE
- Complex fixtures (with connectors, probes, automation) increase cost
- One-time cost spread across production volume
For small prototype runs, NRE cost significantly increases the per-unit cost.
Testing Time per Unit
Testing time directly impacts cost:
- Short test (a few seconds) → low cost
- Long test (minutes per board) → higher labor and machine cost
Bei hohem Aufkommen SMT-Bestückung, reducing test time is key to lowering cost.
Automation Level
Testing can be manual or automated:
- Manual testing: Lower setup cost but higher labor cost
- Automated testing: Higher initial investment but lower cost per unit
Automated systems are preferred for mass production.
Produktionsvolumen
Volume plays a major role:
- Prototype: High cost per unit due to low quantity
- Mass production: Lower cost due to economies of scale
The more units produced, the more the NRE cost is distributed.
Product Requirements and Standards
Industries such as automotive, medical, or aerospace require stricter testing:
- Additional validation steps
- Documentation and traceability
- Compliance with standards
These requirements increase overall testing cost.
Functional Testing vs Other Testing Methods
It’s important to understand how functional testing differs from other PCB Assembly inspections:
- AOI (Automated Optical Inspection): Checks visual defects
- X-ray inspection: Detects hidden solder issues
- ICT (In-Circuit Testing): Tests individual components
Funktionsprüfung, however, verifies real-world operation, making it more comprehensive but also more expensive.
Example Cost Scenarios
Here are some typical examples:
- Simple PCB, low-volume prototype → $10–$30 per board + fixture cost
- Medium complexity PCB, mid-volume → $3–$10 per board
- High-volume consumer electronics → $0.5–$3 per board
- Complex industrial or medical device → $10–$50+ per board
Hidden Costs to Consider
Debugging and Engineering Time
During early stages, engineers may need to troubleshoot failures, increasing cost.
Fixture Maintenance
Test fixtures may require maintenance or replacement over time.
Software Development
Custom test programs and firmware validation add to NRE cost.
How to Reduce Functional Testing Cost
To optimize testing expenses:
- Design for Testability (DFT) from the beginning
- Minimize test time per unit
- Use standardized interfaces and connectors
- Combine ICT and functional testing where possible
- Work with experienced PCB-Montage und SMT-Bestückung providers
Schlussfolgerung
Functional testing costs typically range from $0.5 to $50 per PCB, with additional NRE costs for test fixtures and setup. Prototype production tends to be more expensive due to low volume and higher engineering effort, while mass production benefits from automation and economies of scale.
Although functional testing adds to the total PCB-Montage cost, it is essential for ensuring product reliability, reducing field failures, and protecting your brand reputation.
Von der Entwurfsprüfung bis zur Lieferung - wir unterstützen jeden Schritt. Fordern Sie Ihr Angebot für die Leiterplattenbestückung an.
Wir bieten professionelle PCB-Bestückungsdienstleistungen, einschließlich SMT, DIP und schlüsselfertige Lösungen.
✔ NDA verfügbar ✔ Schnelles Angebot innerhalb von 24 Stunden ✔ ISO-zertifizierte Fabrik ✔ PCB & PCBA Service aus einer Hand



